不銹鋼水箱的焊接常識
不銹鋼水箱是一種組合式水箱,一個(gè)個(gè)水箱板組裝成完整的水箱,必須通過(guò)“氬弧焊+不銹鋼焊條”完成水箱板之間的連接。從不銹鋼水箱的整個(gè)成型過(guò)程來(lái)看,焊接工藝是十分重要一環(huán),焊接工藝的好壞,將直接影響到將來(lái)水箱的使用質(zhì)量和壽命。一般來(lái)說(shuō),不銹鋼水箱的焊接有如下幾方面的常識需要把握好:
1. 水箱板的要求:每塊不銹鋼水箱板的四個(gè)折邊必須平直,以確保水箱板之間接觸密實(shí)。
2. 先焊接底板:一般從水箱的底板開(kāi)始焊接,底板焊接完成,然后在底板的四周開(kāi)始組裝和點(diǎn)焊水箱下側板。
3. 水箱側板的焊接:焊接不銹鋼水箱板側板的過(guò)程中,要注意測量和校正水箱兩條對角線(xiàn)長(cháng)度,保證尺寸無(wú)誤后焊接中下側水箱的縱橫向內拉筋,用同樣的方法組裝焊接好水箱上側板塊。
4. 滿(mǎn)焊內折邊焊縫:不銹鋼水箱的內折邊必須全部進(jìn)行滿(mǎn)焊,焊縫必須保持均勻密實(shí)。
5. 支撐桿的焊接:不銹鋼水箱內部支撐的焊接也應滿(mǎn)焊,確保支撐強度并且無(wú)毛刺快口。
6. 外部焊接平整:外部組裝焊接平整,比例均勻,無(wú)焊接,無(wú)孔隙。
7. 頂板的焊接:不銹鋼水箱頂板的焊接必須全焊接,不應有漏焊或點(diǎn)焊,包括頂部邊角處也要進(jìn)行焊接。
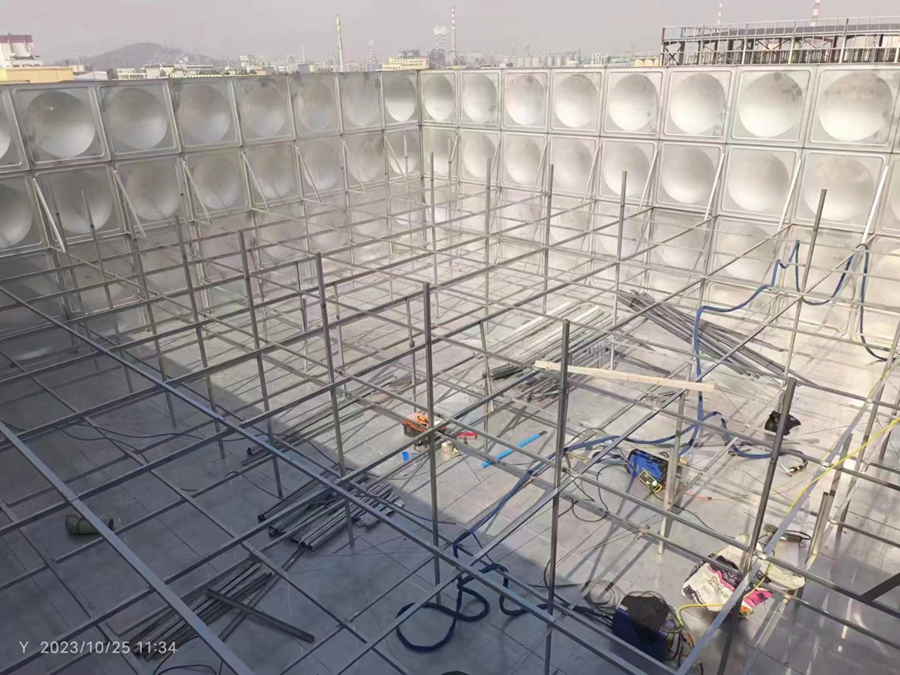
8. 支撐立柱的焊接:水箱的支撐立柱一般按照水箱板的尺寸進(jìn)行分布,一般放置于水箱板邊角基礎之上,間距一般為1米(或者0.5米),對于地埋式水箱或者其他有特殊要求的水箱,其分布密度和支撐立柱的尺寸應相應增大。
9. 焊接質(zhì)量:不銹鋼水箱內部焊接應一次焊接成型,既要焊縫保證無(wú)泄漏,還要保證焊接縫能長(cháng)期牢固密實(shí)。
10. 不銹鋼焊接的檢測:不銹鋼水箱安裝完成后進(jìn)行驗收,首先要觀(guān)察焊接縫是否為均勻滿(mǎn)焊,然后需要注滿(mǎn)水放置24小時(shí),如果箱體無(wú)變形焊縫無(wú)滲漏即可達標。
-
2024-06-27
-
2024-06-12
-
2024-06-06
-
2024-05-31
-
2024-05-31
